




Att välja rätt spiralborr för ditt projekt innebär att förstå tre viktiga faktorer: material, beläggning och geometriska egenskaper. Var och en av dessa element spelar en avgörande roll för borrkronans prestanda och hållbarhet. Här är en närmare titt på hur du fattar ett välgrundat beslut.
Material
1. Snabbstål (HSS):
Snabbstål (HSS) har varit en integrerad del av skärverktyg i över ett sekel och värderas för sin breda användning och överkomliga prisvärdhet. HSS-borrkronor är kända för sin mångsidighet och fungerar bra med både handborrar och stabila plattformar som borrpressar. En viktig fördel med HSS är dess omslipningsförmåga, vilket ökar borrkronornas livslängd och gör det till ett kostnadseffektivt val även för svarvar. Dessutom finns HSS i olika kvaliteter, var och en med olika elementsammansättningar för att tillgodose specifika skärbehov. Denna variation i stålkvaliteter bidrar till HSS:s anpassningsförmåga, vilket gör det till en mångsidig och viktig komponent i olika bearbetningsuppgifter.
2. Kobolt HSS (HSSE eller HSSCO):
Jämfört med traditionellt HSS uppvisar kobolt HSS överlägsen hårdhet och värmetålighet. Denna förbättring av egenskaper leder till avsevärt förbättrad nötningsbeständighet, vilket gör HSSE-borrkronor mer hållbara och effektiva. Införandet av kobolt i HSSE bidrar inte bara till dess ökade nötningsbeständighet utan ökar också dess totala livslängd. I likhet med standard HSS behåller HSSE-borrkronor fördelen att de kan slipas om, vilket ytterligare förlänger deras livslängd. Närvaron av kobolt i HSSE gör dessa borrkronor särskilt lämpliga för mer krävande borruppgifter där hållbarhet och motståndskraft mot nötning är avgörande.
3. Karbid:
Karbid är en metallmatriskomposit, huvudsakligen tillverkad av volframkarbid med olika bindemedel. Den överträffar HSS avsevärt i hårdhet, värmebeständighet och nötningsbeständighet. Medan dyrare, utmärker sig karbidverktyg i livslängd och bearbetningshastighet. De kräver specialutrustning för omslipning.
Beläggning
Beläggningar för borrkronor varierar kraftigt och väljs baserat på tillämpningen. Här är en kort översikt över några vanliga beläggningar:
1. Obelagd (ljus):
Det är den vanligaste färgen för HSS-borrkronor. Obelagda verktyg är idealiska för mjuka material som aluminiumlegeringar och lågkolstål, och de är mest prisvärda.
2. Svartoxidbeläggning:
Ger bättre smörjning och värmebeständighet än obelagda verktyg, vilket förbättrar livslängden med över 50 %.
3. Titanitrid (TiN) beläggning:
Titanbelagda borrkronor fungerar bra i många tillämpningar tack vare sina unika prestandaegenskaper. För det första förbättrar de hårdheten och nötningsbeständigheten genom beläggningen, vilket gör att borret förblir vasst vid borrning i hårdare material och ger en längre livslängd. Dessa borrkronor minskar friktion och värmeuppbyggnad, vilket ökar skäreffektiviteten samtidigt som de skyddar borret från överhettning. Titanpläterade borrkronor är lämpliga för användning i många material, såsom rostfritt stål, aluminium och trä, vilket gör dem idealiska för tekniska och hushållsapplikationer. Dessutom penetrerar dessa borrkronor material snabbare och renare, vilket ger en snyggare skäryta. Även om titanpläterade borrar kan kosta mer än vanliga borrar, gör deras höga effektivitet och långa livslängd dem till en god avkastning på investeringen för tillämpningar som kräver hög nötningsbeständighet och exakt skärning.

4. Aluminiumtitanitridbeläggning (AlTiN):
För det första är AlTiN-beläggningar extremt värmebeständiga, vilket gör att de utmärker sig vid höghastighetsbearbetning och bearbetning av högtemperaturlegeringar. För det andra förbättrar denna beläggning avsevärt nötningsbeständigheten och förlänger verktygens livslängd, särskilt vid bearbetning av hårda material som rostfritt stål, titanlegeringar och nickelbaserade legeringar. Dessutom minskar AlTiN-beläggningen friktionen mellan borrkronan och arbetsstycket, vilket förbättrar bearbetningseffektiviteten och bidrar till en jämnare skäryta. Den har också god oxidationsbeständighet och kemisk stabilitet, vilket gör att den kan bibehålla prestanda i tuffa arbetsmiljöer. Sammantaget är AlTiN-belagda borrar idealiska för höghastighetsbearbetning med hög precision och är särskilt lämpade för hantering av hårda material som utgör en utmaning för konventionella borrar.
Geometriska egenskaper
1. Längd:
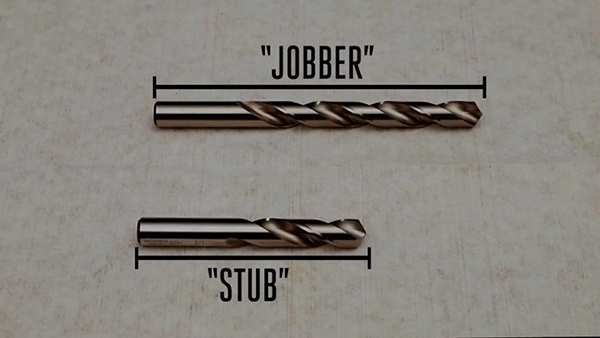
Förhållandet mellan längd och diameter påverkar styvheten. Att välja ett borr med precis tillräckligt med spårlängd för spånavgång och minimalt överhäng kan förbättra styvheten och verktygets livslängd. Otillräcklig spårlängd kan skada borrkronan. Det finns olika längdstandarder att välja mellan på marknaden. Några vanliga längder är Jobber, stubby, DIN 340, DIN 338, etc.
2. Borrspetsvinkel:
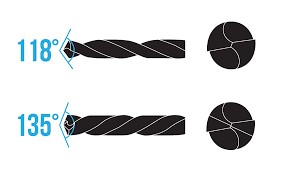
Spetsvinkeln på 118° är vanlig för mjuka metaller som lågkolstål och aluminium. Den saknar vanligtvis självcentrerande kapacitet och kräver ett pilothål. Spetsvinkeln på 135°, med sin självcentrerande funktion, eliminerar behovet av ett separat centreringshål, vilket sparar avsevärd tid.
Sammanfattningsvis innebär valet av rätt spiralborr att balansera kraven för materialet som borras, önskad livslängd och prestanda för borret, och de specifika kraven för ditt projekt. Att förstå dessa faktorer säkerställer att du väljer det mest effektiva och ändamålsenliga borret för dina behov.
Publiceringstid: 10 januari 2024